Production Line-Down Situation Prevented By Validating Alternative Wheel Nut
CHALLENGE
A heavy truck manufacturer (OEM) was facing a supplier-related shortage of M22 wheel nuts. Since the incumbent nut supplier could not meet production requirements, the OEM was facing a line-down situation within a matter of days. The OEM identified an alternate wheel nut, but based on the criticality of the application, needed confidence that the alternate parts would perform as required. PEAK was contacted to validate the alternate nut, and the urgency of the situation required a quick turnaround in results.
SOLUTION
Before being approved for production, the alternate wheel nuts first needed to meet the torque-tension criteria specified in SAE J1965. SAE J1965 requires wheel nuts to produce a specific range of clamp load when tightened onto wheel studs to a torque of 500 lb-ft. Additionally, the specification requires each nut to be tightened five times as a measure of reusability. PEAK was able to modify studs for testing in-house and had the high torque and high clamp load equipment required to run these large diameter parts. After a PEAK engineer analyzed the torque-tension traces to confirm conformance to the SAE J1965 requirements, the nuts were tested in the actual application to confirm failure torque performance. Production wheels were installed onto hubs, and the wheel nuts were tightened until failure was observed. This test showed ultimate torques of the new wheel nuts in excess of 700 lb-ft, compared to 600 lb-ft with the incumbent nut supplier.
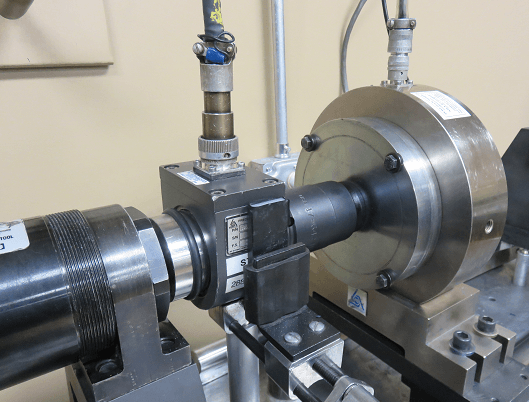
Figure 1: SAE J1965 Test Setup
Torque measured by transducer and clamp load measured by a load cell
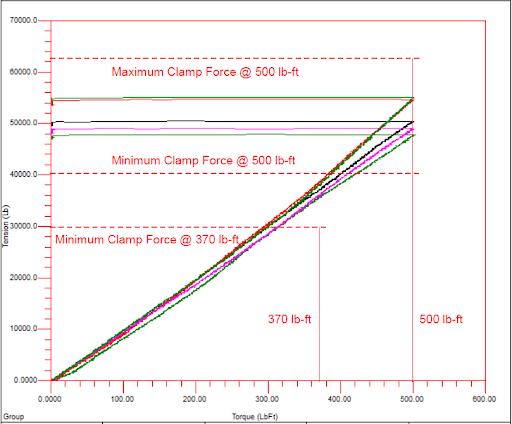
Figure 2: SAE J1965 Test Results
Torque-tension traces vs. initial installation requirements

Figure 3: Torque-Angle to Failure Test Setup
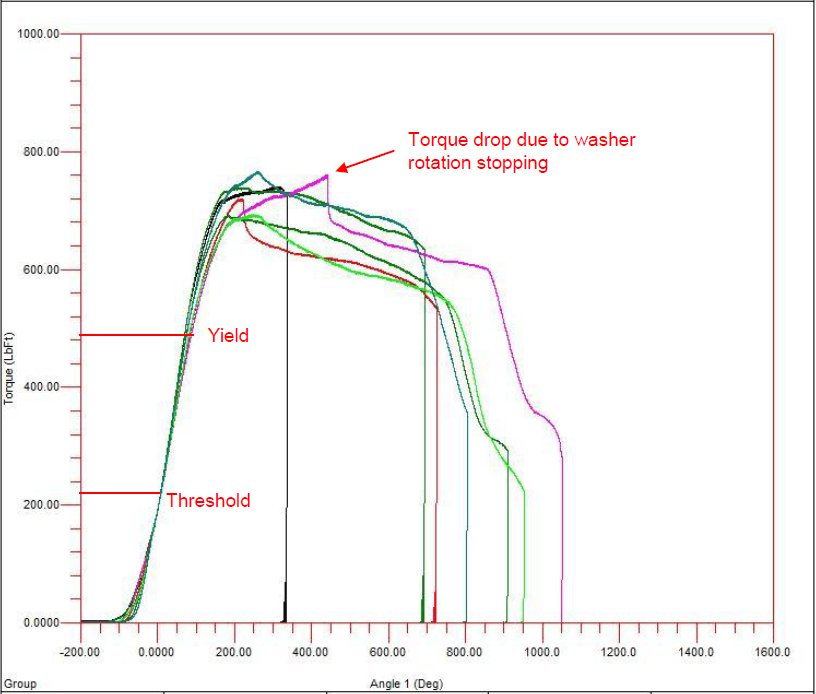
Figure 4: Torque-Angle to Failure Test Results
RESULTS
Once the data was analyzed, a comprehensive report of test results and observations was sent to the OEM for review. Equipped with this data, the OEM now had confidence that the new parts would perform as expected and was able to implement the supplier change. Thanks to PEAK’s unique capabilities and rapid response time, the OEM was able to continue production and avoid a line-down situation.
PEAK SERVICES PROVIDED
- Torque-Tension Testing
- Testing per SAE J1965
- Clamp Load Test
- In-house Machining
- Torque-Angle to Failure Testing
Peak Innovations Engineering: For the Ultimate Confidence in Fastening
Company Profile:
Peak Innovations Engineering has a highly technical team to design, test, validate, and enhance the bolted joints within your product application. Joint development and testing are all we do, so we do it better than other available options, both internal and external. Why consume your resources in engineering and problem-solving areas that are secondary to your core responsibilities when we can take care of them quickly, definitively, and cost-effectively? www.pieng.com